
へら絞り一筋 社長の今野貴之です
取締役社長 今野貴之
社長の今野貴之です。
私がへら絞りをはじめて、20年以上になりました。
へら絞りへの熱意と技術力でお客様のニーズにお答えできるように
これからも努力を続けていきます!
へら絞りのことなら私たちにお任せください。
私がへら絞りをはじめて、20年以上になりました。
へら絞りへの熱意と技術力でお客様のニーズにお答えできるように
これからも努力を続けていきます!
へら絞りのことなら私たちにお任せください。
| S | M | T | W | T | F | S |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 |
4
|
5 | 6 | |
| 7 |
8
|
9 | 10 | 11 | 12 | 13 |
| 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 |
| 28 | 29 | 30 |
へら絞りのブログカテゴリー
エントリー
へら絞りの記事リスト
- 2021年11月
- 2021年10月
- 2021年9月
- 2021年7月
- 2021年4月
- 2020年12月
- 2020年10月
- 2020年7月
- 2020年6月
- 2020年4月
- 2019年12月
- 2019年7月
- 2018年12月
- 2018年8月
- 2018年7月
- 2018年4月
- 2017年12月
- 2017年11月
- 2017年8月
- 2017年7月
- 2017年6月
- 2017年4月
- 2017年3月
- 2017年2月
- 2017年1月
- 2016年12月
- 2016年10月
- 2016年9月
- 2016年8月
- 2016年7月
- 2016年6月
- 2016年3月
- 2016年2月
- 2016年1月
- 2015年7月
- 2015年6月
- 2014年7月
- 2014年6月
- 2014年4月
- 2013年12月
- 2013年11月
- 2013年10月
- 2013年5月
- 2013年3月
- 2012年12月
- 2012年10月
- 2012年9月
- 2012年7月
- 2012年5月
- 2012年4月
- 2012年3月
- 2012年2月
- 2012年1月
- 2011年12月
- 2011年10月
- 2011年9月
- 2011年8月
- 2011年7月
- 2011年6月
- 2011年5月
- 2011年1月
へら絞りの700φのカール
SPCC1.6tの700Φのカールです。カール径は10φです。20個注文いただいております。
日時:2021年11月 8日 AM 10:56
銅ロートのへら絞り
銅0.6tのへら絞りです。径は70Φで先端のストレートが40ミリちょいあります。このストレートが長いと頭が抜けるのでちょっと大変です。なましも二回します。10個注文いただいてます。
日時:2021年11月 4日 AM 09:02
真鍮のへら絞り
真鍮1.0tのへら絞りです。96Φ×84の寸法です。50個注文いただいています。
外径の精度が要求されます。
真鍮ですので、絞ると硬くなってしまいますので、3回なましています。
日時:2021年10月21日 PM 01:58
へら絞り用木型
 へら絞り用の木型を製作しております。高さが足らないので2個つなげています。
へら絞り用の木型を製作しております。高さが足らないので2個つなげています。これは今では入手困難なブビンガの木材です。
400φの高さ100あります。SUS304 1tで絞ります。2個注文いただいてます。
関西から注文いただいております。
日時:2021年9月16日 PM 04:13
SUS304 1.0tのへら絞り
SUS304 1.0tのへら絞りです。130ΦH106あります。
ステンレスのへら絞りでは深さが100を超えるとちょっと大変です。
今回は10個注文を頂いております。この製品は金型と樹脂型の二つを使いまして絞っています。
日時:2020年7月17日 PM 01:40
アルミ深絞り
アルミ1.5t 140Φ×300hのへら絞り品です。これは、屋外に設置される加熱式たばこの灰皿の受けになります。上部内側に金具をリベットで止めます。
300ミリ深さがありますので、アルミ板が薄くならなくするため最初から金型で絞らず大き目の木型で粗絞りをしています。どうしても直接金型で絞ると板が薄くなってしまいます。
また全長が長くテーパーが付いていますので、仕上げで頭が出てこないようにしなければなりません。

日時:2020年7月15日 AM 10:39
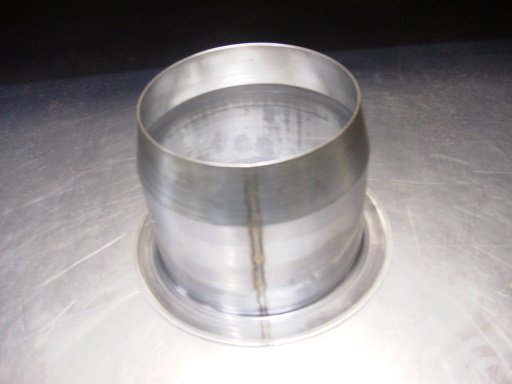
雨量計のへら絞り
弊社でご依頼を受けて製作している雨量計の部品があります。
それはSUS304で作られてる胴筒とアルミでへら絞りで製作された漏斗があります。
写真の物が漏斗です。
これは約200Φです。
写真のものは向きが上下逆さまに使いまして、先端が斜めにカットされておりまして、雨水が上手く流れるようになっています。
この斜めカットをどのようにするかと申しますと弊社では旋盤でカットしております。
旋盤でどうカットするかは工夫次第です。
雨量計の部品は毎月100台注文を頂いておりまして、非常に助かっております。
日時:2020年7月10日 PM 05:16
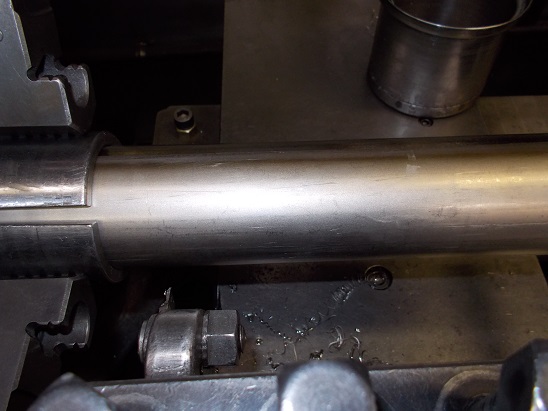
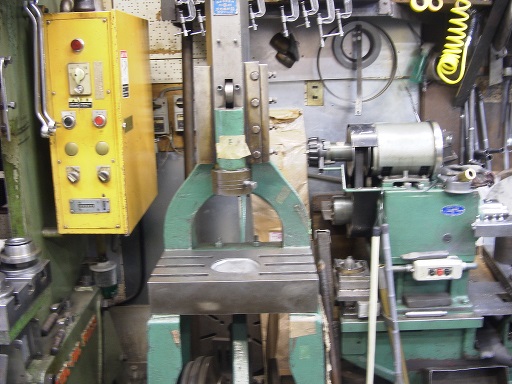
円筒水平自動溶接機

円筒水平自動溶接機です。200φh380 SUS304 0.5tをつけています。
100台製作しております。
人間がつけますと0.5と薄いですし、長さもありますので、大変です。
この機械は最小が80φ程度までつきます。最大は計ってませんが床につくまで900φぐらいまででしょうか?
長さは600までです。
日時:2020年6月 4日 PM 01:44
鉄1.6tのへら絞り
SPCC1.6t 140Φ高さ130のへら絞りです。50個注文いただいておりまして手絞りで製作させていただいております。
全長がそれなりに長いので、三工程に分けて絞っております。
ストレートのところが見た目いかに滑らかに絞るのかが大事です。
日時:2020年6月 3日 PM 03:06
放物線状の木型

アルミの3ミリを絞る木型です。美しい放物線状です。木型はゲージを当てながら手でひいていきます。木型が高さが250以上もありますので、2個つないでいます。
日時:2018年8月30日 PM 05:26
木型によるへら絞り

アルミ3tのへら絞りです。放物線状で250Φの高さも250です。木型で絞っています。2個注文いただいています。
日時:2018年8月22日 PM 06:18
アルミ半球状のへら絞り
アルミの半球状のへら絞りです。30個注文いただきましたので、木型で製作しました。

日時:2018年7月 2日 PM 05:55
アルミのへら絞り
アルミ0.8t35Φ×h100のへら絞りです。頭が二段になっています。これだけの長さがあるので、粗絞りを行っています。北海道のお客様から注文をいただきました。
日時:2017年11月24日 PM 01:41
へら絞りによるアルミカップの製造

アルミ1tによるカップのへら絞り製品です。注ぎ口がリューターによる手仕上げなので、時間がかかります。今回は50個注文いただいております。
日時:2017年11月15日 AM 08:18
社長交代
謹啓 立秋の候、貴社におかれましてはますますご隆盛のことと
お慶び申し上げます。平素は格別のご高配を賜り、ありがたく厚く
御礼申し上げます。
さて、私こと今野貴之は、このたび前任の今野運吉の後を受け、有限会社今野絞製作所取締役社長に就任いたしました。
つきましては、社業の発展に誠心誠意精励する覚悟でございます
ので、前任者同様、一層のご指導ご懇情を賜りますようお願い
申し上げます。
まずは略儀ながらごあいさつ申し上げます。
敬白
お慶び申し上げます。平素は格別のご高配を賜り、ありがたく厚く
御礼申し上げます。
さて、私こと今野貴之は、このたび前任の今野運吉の後を受け、有限会社今野絞製作所取締役社長に就任いたしました。
つきましては、社業の発展に誠心誠意精励する覚悟でございます
ので、前任者同様、一層のご指導ご懇情を賜りますようお願い
申し上げます。
まずは略儀ながらごあいさつ申し上げます。
敬白
日時:2017年8月10日 AM 08:27
アルミの絞り

アルミ3t のへら絞り製品です。サイズは200Φ×500Φ h320です。ロット10個です。大きくて傷つきやすいので、取り扱いが大変です。アルマイトをかけてから納品です。
日時:2017年7月28日 PM 05:32
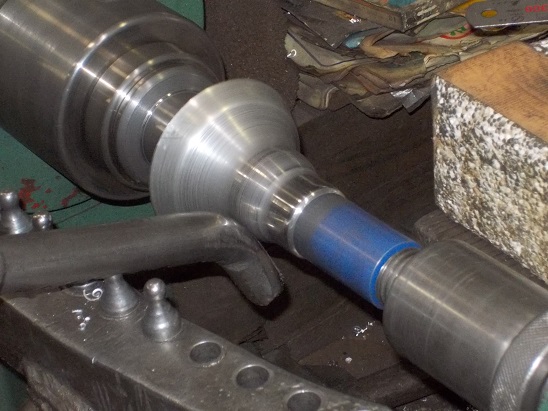
チタンパイプの絞りの前工程
旋盤でチタンの48Φのパイプをカットしています。この後絞ります。
最終的には液面計のフロートになります。この品物は重量もうるさいので大変です。
このシリーズでチタン合金もありますが、それは大変で、バーナーで熱しながら絞ります。フロートですから、鏡の部分や、中の部品なども絞らなくてはいけないので大変です。
日時:2017年6月12日 PM 05:25
じょうごの斜めカット

雨量計のじょうごです。先端のところを斜めカットします。
これは旋盤を使ってカットしています。バイトの代わりにカッターを取り付けて、度をずらしてカットします。最後にやすりをかけて終わりです。
通常は月に100個注文ですが、最近は月に200個出る時もあります。
日時:2017年6月 9日 PM 05:03
へら絞りの押し物

へら絞りでは、平板から絞る場合必ず押し物が必要です。
パイプから絞る場合など押し物がいらない場合もあります。
種類は写真の左上から木、ベークした左が真鍮右がMCナイロンとなっております。また写真には写ってませんが鉄も使用する場合があります。
木は一般的で、様々な大きさに使います。ベークは30Φ前後から150Φぐらいまでに使われます。
真鍮は小さなもの7、8Φ~50Φぐらいまでに使われます。MCナイロンは10Φぐらいからよく使われるのは150Φぐらいですが、250Φぐらいまでに使用されます。
木では押し切れない場合は鉄を使います。
日時:2017年6月 8日 PM 05:14
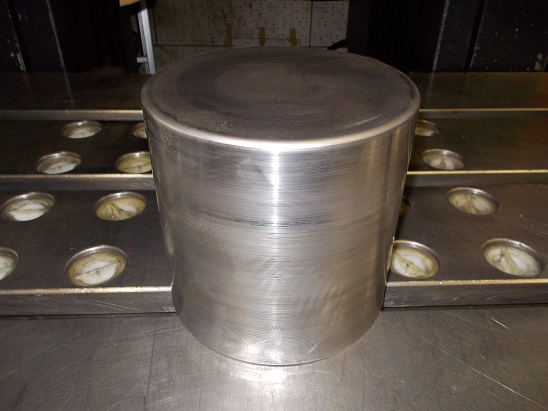
銅のへら絞り
 銅の1.0t 280Φ高さ60の製品です。何か機械のパッキンに使われるようです。18個製作しました。銅ですとなましをする製品が多いですが、今回はなましなしで製作してあります。
銅の1.0t 280Φ高さ60の製品です。何か機械のパッキンに使われるようです。18個製作しました。銅ですとなましをする製品が多いですが、今回はなましなしで製作してあります。今回のような仕事はへら絞りにはもってこいの数です。プレスですとこのくらいの製品ですと金型がえらい金額になってしまいます。
日時:2017年6月 6日 PM 05:37
桜
近所の桜並木を歩いてきました。かむろ坂といいまして、不動前の駅のそばです。桜は満開から、やや散り始めてました。この時期はここを通るのが楽しみとなっております。

日時:2017年4月10日 AM 08:35
アルミのスポット溶接
 アルミのスポット溶接をしました。純アルミの一ミリとアルミ合金の一ミリをスポット溶接しました。素材が同じアルミでも切削性の良いアルミ合金とへら絞りに良い純アルミをつけるのは少し大変です。電気を強くしないとつきませんし、強すぎても割れが入ります。
アルミのスポット溶接をしました。純アルミの一ミリとアルミ合金の一ミリをスポット溶接しました。素材が同じアルミでも切削性の良いアルミ合金とへら絞りに良い純アルミをつけるのは少し大変です。電気を強くしないとつきませんし、強すぎても割れが入ります。これを300個製作しました。また、弊社のスポット溶接機はアルミ2t同士が溶接できます。
日時:2017年3月28日 PM 05:25
スキーに行ってきました。
私専務は、今週日、月曜を利用して、湯沢中里スキー場にスキーに行ってきました。下の子が土曜日に授業参観日だったため月曜日が振替休日だったため、行ってきました。
行くときは関越自動車道赤城PAあたりからチェーン規制しており雪で前がよく見えませんでした。スキー場には雪がたくさんあり新雪も気持ちよく滑れました。
さて、スキー場にもへら絞り製品がありました。一つはナイター照明の投光器です。ある照明器具メーカーでは数が出るのでメーカー自身で自動機でやっていると聞きました。
もう一つは風向風速計です。これはプロペラ側の前カバーに使われてます。あるメーカーの製品は弊社で製作しております。
また街角のへら絞り製品を見つけたらブログに載せたいと思います。
日時:2017年2月17日 AM 07:02
関東と関西のへら絞り機の違い

写真は自社制作したへら絞り機です。こちらは関東のへら絞り機です。主軸が左にあり、押コップが右についています。
ところが関西では左に押コップがあり、右に主軸が来ています。そのため金型のねじも関東は普通のねじで、関西は左ねじが切られてます。
また関東ではベットは戦前に使われた旋盤を改造したもので、設置は地面に埋め込んで設置します。
それに対して関西では専用のベットになっています。設置は埋め込んでません。
自動絞りは関東しようとか関西仕様とかないのに、手絞りの機械の違いは疑問です。
またどこから関西様式か見ると、静岡は関東方式、名古屋からは関西方式の絞り機のようです。また新潟の方は関東方式のようです。
日時:2017年2月14日 PM 11:31
へら絞りの前工程
へら絞りをするにはまず材料をシャーリングで切断し、その材料を丸く切る必要があります。径が小さいものはプレスで丸く抜きます。また径が大きなものはサークルシャーで丸く切ります。弊社では242Φのプレス抜型が最大です。
そして、製品によっては、この丸い材料にセンターの穴をあけます。絞る際材料の心出しがすぐ出ます。また後工程で大きな穴をあけるのに案内にしたりします。
穴をあけずに、尖ったポンチで突き出しただけのセンターもあります。
日時:2017年2月 9日 PM 07:25
半球状のへら絞り
写真は半球状の製品の金型になります。
二個溶接して球状にする製品です。しかしつばがありますので、角入れが大変です。SUS316Lの2ミリで絞っていますので、角入れが大変です。もちろん手絞りです。
頭が丸い製品は絞るとくるくる回ってしまうため、頭が平らな木型であら絞りをします。径も小さく絞り、金型に戻すときに撫でて広げて寸法にします。
自動機ではセンターがない限り絞ることができません。頭が回って芯をいちいち出すため出来ません。

日時:2017年1月23日 PM 04:31
へら絞りの型のねじ
へら絞りの型はほとんどがセンターのねじ一本で締められています。金型の場合も木型の場合(バン板はつけます)も同じです。
関東ではインチねじのところ、インチ一分のところ、インチ三分のところなど、様々なねじが切られております。弊社ではインチ一分が切ってあります。なぜこのように違うのでしょうか?同じインチでもねじがガタがある場合など型の芯が出ません。
大きな型や重い型ではフランジで止めるものもあります。これも共通ではないようです。

日時:2017年1月17日 PM 05:26
へら絞りの道具
へら絞りで使う道具です。うらべらといいます。
写真のものは白いものが新しいものです。茶色に変色したものが、使用中のものになります。
ハンマーの柄で900ミリあります。材質は樫の木です。樫の木はドラムのスティックなどにも使用されている硬い木です。もちろんハンマーの替えの柄として市販されています。
うらべらは素材の芯を出すときに使用したり、文字どうりへらの裏にあてて、品物のびれをとるのに使用します。
うらべらは使用していくとだんだん短くなりますが、はじめ900ミリのものが用途を変えて200ミリ程度になってもまだ使用されます。

日時:2016年12月 9日 AM 10:41
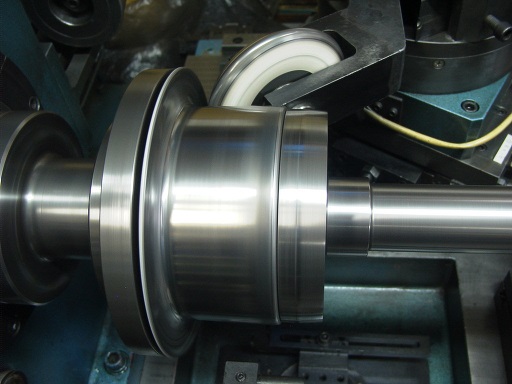
自動絞り機
自動絞り機です。へら絞りをコンピューター制御で自動化したものです。材料径は700Φまで絞れます。
また板厚はステンレスですと3.0t、鉄ですと4.5tまで絞れます。
量産物と厚物に威力を発揮してくれます。
自動ですので、ボタンを押して、自動運転している間に後ろの置いた旋盤で製品のふち切をしています。
しかし段取り時間がかかることや木型が使えないこと、真鍮のへらが使えないことなどデメリットもあります。

日時:2016年10月31日 PM 05:14
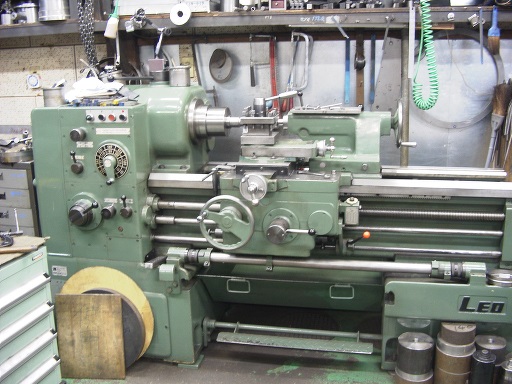
普通旋盤
弊社では普通旋盤が3台あります。主に金型製作で使っている旋盤がワシノのLEOです。この旋盤は金型製作にも使用しますが、製品のふちを削ったり、製品の頭を突っ切ったり、製品の頭に穴をあけたりします。最近ではこの普通旋盤も新品を作っている会社は少なくなってきました。アマダと滝澤ぐらいしかないと思います。金型製作はまだしも製品のふち切や突っ切りでは普通旋盤がないと始まりません。
大事に使っていこうと思います。
日時:2016年10月19日 PM 02:26
溶接ビート圧延ローラー機
溶接目を油圧の力でローラーによって潰してゆく機械です。この機械でつぶすとへら絞りを行うときにあまりごとごとしません。
今までは、ハンマーで叩いてサンダーをかけて仕上げていましたが、この機械は潰しただけで滑らかで、サンダー仕上げもいりません。
長さ650ミリまでかかります。

日時:2016年10月17日 AM 09:29
円筒水平自動溶接機
TIG溶接です。へら絞りでは、パイプや、材料を丸めて溶接したものを絞る場合があります。
この機械では70数Φから、板厚では鉄ですと0.3tから3.2tまで溶接できます。
昔は手溶接でやってましたが、手振れがしてきれいにはつきませんでした。その点この機械は一定の速度で送りますので、仕上がりがきれいです。
今では当社にはなくてはならない機械の一つです。

日時:2016年10月16日 AM 08:50
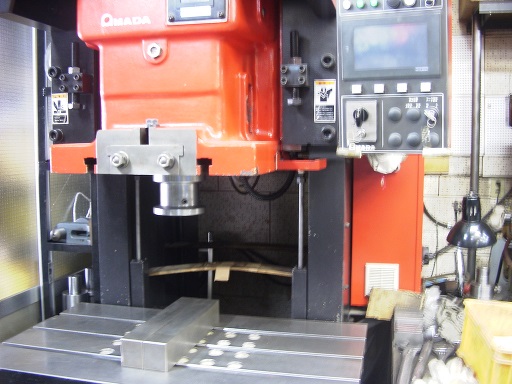
サーボモータープレス
80tサーボモータープレスです。この機械はへら絞り前の材料を抜くときや絞り後穴加工をするのに使います。またダイクッション付きなので絞り加工もします。
サーボモタープレスなので下死点までいっきに来るのではなく、途中からゆっくりにしたり止めてみたり、いろいろな動作ができます。
日時:2016年10月14日 PM 02:48
ケトバシ
ケトバシはプレスがあっても必要な非常に便利な機会です。
動力源は人間の足です。パワーはありませんが、1Φから10Φ程度までのへら絞り後の穴加工に用います。両手が使えますし、足による自在な加工。寸止めやストロークの遅い早いなどができます。これらはサーボモータープレスでもできますが、サーボモータープレスでは前面に両手押しボタンなどがついており、邪魔で、前に出して横穴お開けることができません。しかしケトバシならば前面に何もついていないので、大きな製品の穴加工ができます。
ケトバシはなくてはならないものです。
日時:2016年10月 7日 AM 09:36
木型制作
260Φ高さ300弱の木型を制作しています。三個の木材をはめ込んで、一つの木型にしていきます。
材質はアフリカ原産のブビンガです。アルミの1.5tで製作します。制作個数は三個です。少量なので、木型によるへら絞り加工が最適です。

日時:2016年9月13日 PM 06:04
アルミ 3tのへら絞り
アルミ3t660Φのへら絞りです。金型が重たいので、中は空洞にしてあります。
製品の径で、500Φ深さ320Φになります。これが、10個注文いただいております。

日時:2016年9月 2日 PM 05:21
サークルシャー
へら絞りでは材料を丸く切らなければなりません。そのための機械がサークルシャーです。

日時:2016年8月31日 PM 12:00
銅のへら絞り
木型で製作中の銅のランプシェードです。7個注文の製品です。なましを何回もやらなくてはいけません。

日時:2016年7月21日 PM 05:17
3.2鉄の自動機によるへら絞り
鉄板の3.2tのへら絞りです。つばがあるので、角入れにかなり力がかかります。人間ではかなり大変です。自動機では何の力も入れず楽ちんです。
日時:2016年7月20日 AM 08:18
へら絞りで使う木型
写真の旋盤に取り付けてあるものはアフリカ原産のブビンガという木材です。360Φあります。一つでは高さが足りないため二つをつなぎ合わせて制作しています。照明器具のランプシェードに使われる木型です。これは銅で絞られ、七個しか制作しないため木型が最適です。

日時:2016年7月15日 PM 06:54
へら絞りの道具4
へら絞りで使う手バイトという道具です。
これは鉄やステンなど、アルミ以外はほとんどの材質に使います。
作り方はまず鉄の丸棒を熱しながらハンマーでたたいて、必要な形に仕上げます。
その後超硬チップをロウづけします。そして研いだら完成です。
長いものや短いものがあります。
もちろん制作は自社製です。

日時:2016年7月11日 AM 10:00
モネルを絞る

モネル400の2tで180φの半球を絞りました。ガスであぶりながら絞りました。半球を二つ合わせて溶接して、フロートとして使います。
モネル400は単層個体のニッケル_銅合金で広範囲の媒体に対して優れ耐腐食性を有するそうです。
日時:2016年6月16日 PM 05:49
パイプのへら絞り
真鍮のパイプを絞っています。中に曲げたり、広げたり、つぼめたり、パイプのへら絞りではこのようなことが出来ます。

日時:2016年3月27日 AM 08:57
へら絞りでロートを製作
0.6t 70φ銅のロートです。先が細いので、四工程に分けて絞っています。またなましも一回しています。それでも頭(先の細いところ)が抜けやすいです。ロットは30個ないし50個です。年にいっぺん出ます。これに鍍金をかけて納めます。
日時:2016年3月26日 AM 11:19
へら絞りの道具2
ロッチンと呼んでいます。某絞り屋さんではボタンと言うそうです。なぜか統一された呼び名がありません。これは小さいですが、重要なものです。へら棒の支点になります。鋼で出来ています。折れると困るので、焼き入れはしておりません。

日時:2016年1月25日 PM 06:09
へら絞りの道具
へら絞りの道具であるへら棒ですが、長さは1メートル弱です。長いものでも1.2メートルでさらに厚いものを絞る時はパイプを足して2人がかり、3人がかりで絞ります。
鋼材に穴を12個程度あけてパイプと溶接して作ります。
この先にローラーや真鍮のへら、または樹脂のへらなどを付け替えて使用します。

日時:2016年1月22日 PM 06:24
へら絞り機
わたくしの専用の絞り機です。いろいろと雑然としてますが、このような場所で仕事をしています。
へら絞機は我々はバンコと呼んでいます。なぜかはわかりません。この機械は40年以上前に作られたもので、弊社で製作しました。昔の旋盤のベットは今の山形のものと違って、平らなベットでした。そのベットに主軸(変速機)を左側に乗せて、右側に押しコップを取り付けます。そして真ん中にへら棒を乗せるてがん台を製作してのせるだけです。またこの機械にはインバーターがつけられてあり、自由に回転数を変えられます。御覧のとうりごくシンプルな機械です。売ってるところはありますが、買ったことがないので、いくらぐらいかはわかりません。今なかなか平のベットが見つかりません。そのうち買うようになるかもしれません。
大事に使っていきたいと思います。
日時:2016年1月20日 PM 08:20
円筒自動溶接機
 0.5t sus304の円筒を自動溶接機で溶接しました。これは雨量計の本体になります。
0.5t sus304の円筒を自動溶接機で溶接しました。これは雨量計の本体になります。
日時:2015年7月14日 PM 06:10
sus304のへら絞り
sus304 1.0tで絞っています。自動絞には最適な仕事です。
これはバルブのカバーの一部になります。50個制作します。

日時:2015年7月13日 PM 06:06
3ミリのアルミへら絞製品
先日のアルミ製品のへら絞の完成製品です。
これからアルマイト屋さんに持ってきます。

日時:2015年7月10日 AM 11:34
アルミ3tのへら絞り
写真はアルミの板厚3tのへら絞りです。
ノズルという製品です。390φあります。
ロット10個ですが数か月に一度注文を頂きます。
これは外注でアルマイトもかけて出荷します。

日時:2015年7月 8日 PM 05:50
SUS430のへら絞り
 これはダクトに使われる製品です。
これはダクトに使われる製品です。
SUS430の0.8tの材料で絞っています。
この材料はSUS304よりやわらかいですが、絞っていくと材料がざらざらしてきて真鍮のへらがすごく減ってしまいます。
また磁石にもくっつきます。
材料費は安いですが、かえって手間がかかります。
日時:2015年7月 7日 PM 06:39
円筒溶接後のへら絞り
SUS304 1.2tの材料を円筒に丸めて、溶接後左右をへら絞りで加工しています。
日時:2015年7月 6日 AM 08:16
高校生の長期就業訓練

東京都立六郷工科高校の三年生が先月から一か月間、長期就業訓練できています。
二年時にも来ていたので、一年ぶりに弊社に来ました。
最初はうまくへら絞りが出来ませんでしたが、自分なりに考えて絞るようになりまして、
ごく最近では仕上げのカールーが上手になってきました。
後一週間、怪我なく頑張ってもらいたいです。
日時:2015年7月 3日 PM 05:53
アルミのへら絞り
この製品は気象観測用の雨量計の漏斗に使われます。
径は200φですが、先端が細いので少し難しいです。
また先端をカットしなければいけません。
この雨量計は転倒ます型雨量計で毎月100ロット注文を頂いております。

日時:2015年6月12日 AM 09:22
ステンレスのへら絞りと溶接板金の組み合わせ
ステンレスの大きな石油タンクなどの上にのっかるバルブのカバーです。写真では3ピースに分けて加工されたものを溶接しているところです。
写真に写っているのは、全周をを細かく仮止めしているところです。
一番上部は、SUS304の1.5tの材料を自動絞機で製作したものです。
また下部のほうは4×8(1219×2438)の材料から一つ分しか取れません。これは板を丸めて溶接したものです。

日時:2015年6月 3日 PM 04:10
高校生の長期就業訓練の最終日
都立六郷工科高校の二年生の松島君が、本日長期就業訓練の最終日を迎えました。
1か月で、テーパーの絞りや角入れの仕方。鉄板、アルミ、ステンレスなどを絞り、最終的にカールできるようになりました。

日時:2014年7月11日 PM 02:30
長期就業訓練
長期就業訓練の松島くんが、あと1日で終わりになります。
これまでの集大成としての製品をアップします。

日時:2014年7月10日 AM 09:26
長期就業訓練
先月より一か月、都立六郷工科高校の2年生が長期就業訓練に来ています。
彼は覚えが早くかなり上達しております。
最初は材料の短いもので練習していますが、今は長い材料で、なおかつテーパーのへら絞の仕方を教えています。

日時:2014年7月 4日 AM 09:56
高校生の長期就業訓練
昨日6月16日に東京都立六郷工科高校デュアルシステム科二年生の生徒さん1名が長期就業訓練に来ました。期間は約1か月で、7月11日までです。
本日2日目ですが、へら絞りの練習をしてもらっています。最初は製品の深さは浅いものから始めていきます。徐々に製品の深さを上げていこうと思います。またステンレスなど硬くあまり深く絞りずらいものなど、挑戦してもらおうと思っています。
最後まで怪我がないように頑張ってもらいたいと思います。
日時:2014年6月17日 PM 07:54
インターンシップ
先週の生徒さんに続き、都立六郷工科高校からもう一人別の一年生がインターンシップに一週間来ています。
最初から、練習用金型でへら絞りをやってもらっています。
へら目が粗かったり、材料を伸ばしすぎたりしていますが、半日で、材料の心出しから形になるまで絞れてきました。
後残り四日間どれだけ上手くなるか楽しみです。
日時:2013年12月 9日 PM 03:45
鉄の3.2tのへら絞り

半球状のへら絞りです。
頭がくるくる回るので、ちょっと大変です。
日時:2013年11月26日 PM 01:33
たらい

ぐっさんと古手川祐子さんが、来た時にへら絞で加工した品物です。
世界に一つだけといいながら自宅用に作っていたものです。
日時:2013年11月25日 PM 04:09
へら絞の後のアルマイト加工
2009年に弊社が、出演した番組(にじいろジーン)でわたくしが手本で絞った器をアルマイトしてみました。当日古手川祐子さんが選んだPLブルーというカラーにしました。
使用用途はへらでもへらちがいのヘラブナ釣りのエサ入れに使ってます。

日時:2013年11月20日 PM 01:41
企業見学
先月20日に六郷工科さんの1年生の生徒さん一人がヘラシボリをみにきました。
熱心に話しを聞き、とても満足してお帰りになりました。
日時:2013年10月 6日 PM 11:38
spcc3.2tのへら絞り
自動機で鉄の3.2tのへら絞りをしています。自動機でも角を入れるのは大変です。
頭が出たり平らに行かなかったりします。

日時:2013年5月20日 AM 07:14
雨量計へら絞り
転倒枡雨量計のじょうごの部分のへら絞りです。先が細いのが大変です。

日時:2013年5月17日 PM 01:57
へら絞りのヘラの製作
アルミの仕上ようの超硬ヘラの製作を行いました。いぜんロー付けまでしていましたが、仕上げはグラインダーのあおととダイヤモンドやすり、さらにダイヤラッパー製作しました。一日以上掛かりました。実際使うのが楽しみです。

日時:2013年5月16日 AM 06:18
円筒水平自動溶接機
弊社では円筒水平自動溶接機を保有しております。tig溶接です。これは70Φ×ながさ600をつけることが可能です。

日時:2013年5月15日 AM 06:58
へら絞り用木型
アフリカ原産ブビンガです。以前はヤマザクラを使用してました、入手困難になりこれを使ってます。桜より硬く狂いが少ないです。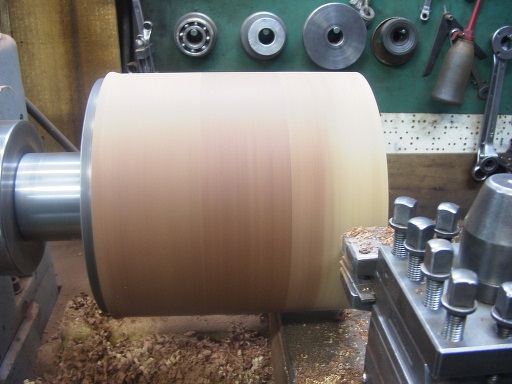
日時:2013年5月10日 AM 09:12
へら絞り金型のねじ切り作業
へら絞り金型のねじ切り作業です。弊社では汎用旋盤しかないため汎用旋盤で行ってます。バイトは超硬ロー付けバイト、回転は96やってます。ねじはインチ一分です。
日時:2013年5月 9日 AM 07:25
へら絞り用金型
 アルミ
反射板の金型の表と裏です。あまり裏側がアップされているのは見かけませんので、アップしました。材質はS45Cでねじきりの部分はインチ一分のねじが切ってあります。また裏側は型の重量を軽くするため削り取ってあります。
アルミ
反射板の金型の表と裏です。あまり裏側がアップされているのは見かけませんので、アップしました。材質はS45Cでねじきりの部分はインチ一分のねじが切ってあります。また裏側は型の重量を軽くするため削り取ってあります。
日時:2013年5月 2日 PM 12:57
感謝状をいただきました。
先日、東京都教育委員会様より弊社に感謝状をいただきました。
これは東京都立六郷工科高校のデュアルシステム科のインターンシップや長期就業訓練など、協力しているためいただきました。
弊社社長の代理として専務の私が都庁にいただきにあがりました。
これからも若者の教育に力をお貸ししたいと思います。
日時:2013年3月29日 PM 12:55
へら絞りの道具
ここのところ手が空いたときに新人の工藤に真鍮のへらを製作させています。写真のへらは旋盤加工を終えた後に鋸で切ったばかりのものです。この後グラインダーで荒削りをして、最後はヤスリで形を整えます。そこのヤスリでととのえるには経験を要します。サイズは細いものから太いものまで計4種類作っています。大きな製品には太いもの小さな絞では小さなへらを使います。

日時:2012年10月 4日 PM 05:04
アルミ材料径で500Φのへら絞り
先日から弊社ベテラン職人があるみの3t材料径で500Φのへら絞りをしています。
製品の径で390Φ深さが240です。ラッパ状の形です。この製品はリピートする製品でして、金型は重くてとても手では持てません。

日時:2012年10月 2日 PM 05:44
へら絞りは肉体労働?
最近は自動機の導入もあって板厚が厚いものは自動機に任せるようになってきましたが、それでも個数が少ないものや木型でやらなくてはいけないもの、自動機ではかからない大きなものは手絞りでやります。
大きなものでは二人ががかりや三人がかりで絞ります。
ただ力任せにぶら下がっていてはだめです。全員の息が合っていて同じ方向に動いていなくては駄目です。
一人で絞る場合でも、たとえば鉄板の1.6tのつばがある製品。その角を入れるときは全体重をかけて、そして左足でふんばって角を入れます。材料の厚いところを一番薄い角に集めるためです。
へら棒は右手で持ちますが、見習いのころは右脇は充血します。
また腰にきます。
年をとるだけ熟練になりますが、その反面体力が落ちます。
60代が一番良いです。体力的にはげんかいですが・・・
そんな3K職業ですが、魅力はいっぱいあります。だから若い人も入ってくると思います。
私(専務の今野貴之)は20年へら絞りやってますが、まだまだ匠にはなっていませんので、体を鍛えて、難しいものに挑戦し技術を習得していきたいと思います。
日時:2012年10月 1日 PM 08:52
へら絞りの金型と木型の違い
へら絞りでは金型と木型、たまに樹脂型などを使います。
弊社の金型は材質は通常S45Cを使います。45Cは総焼きした場合に焼入れがほとんど入らないため、自動機で使う場合などはSK3、もしくはSKSを使っています。
金型は繰り返し使え、製品の精度も出ます。何度もリピートする製品は金型を製作したほうがよいです。
木型と比べて、切削性や材料費が高いので個数や精度、形状によって木型か金型か使い分けます。
木型は昔は山桜を使っていましたが、今は山桜より少し硬い輸入材を使っています。
木型は手絞りの加減が大事で、力を入れすぎると木型がやせてしまい、寸法が出なくなります。
もちろん自動機での制作はできません。
また木型はあまり小さなものにも使いません。小さなものは木型が折れてしまいますし、金型を作ってもコスト的に高くはないからです。
樹脂型ですが、木型のように柔らかく削りやすく絞っていても型に製品がつきやすいです。
コスト的には材料費が金型で作ったほうが安いです。だんだん減っていきますので、耐久性も金型ほどではありません。切削性は良好です。
以上主に金型と木型の違いを書いてみました。
日時:2012年9月29日 AM 09:15
手絞りと自動絞り
へら絞りでは手絞りと自動絞りとを使い分けて製品を加工しますが、それぞれの利点と弱点を書きます。
手絞りの利点の1点目は、段取り時間が短いこと。数分でできます。
2点目は木型で絞れること。金型に比べてかなり安く速くできます。(精度、数、形状にもより金型しかできないこともあります。)
3点目は力加減が自在なため金型に焼きを入れなくても鉄板やステンレスの製品の量産が絞れます。
4点目はヘラが鉄や真鍮等を使えるため、(自動機はすべてローラーで絞るので)、材料が比較的伸びません。(へら絞りは材料が伸びることによって絞れますのでまったく伸びないわけではありません。)
弱点ですが、
1点目は熟練を要します。一人前になるのに10年といわれています。
2点目は人間が絞るので、板厚に限界があります。鉄で、3.2t、がんばってステンレスで3tです。パワーは自動機には勝てません。
自動絞りですが、
利点はなんといってもパワーがあることです。
また、量産には最適です。
そして、段取りさえしてしまえば、誰でもできるということです。
弱点ですが、
まず段取りに時間がかかります。最低三十分。長くて2時間はざらです。
また場所をとります。弊社使用の700型の機械で車1台分です。
そして、木型が使えません。一個や二個ならいけますが、力加減が圧力計と見た目しかわからないので、木型は使えません。鉄、ステンレスを絞るなら金型でもほぼ焼入れが必要です。
以上、手絞りと自動絞りの違いを書いて見ました。
日時:2012年9月25日 PM 11:30
中くらいの木型でのへら絞り
社長が500Φぐらいの製品を木型で絞りました。10個ですが、これくらいの大きさと数では木型によるへら絞りで製作するのが、安価です。

日時:2012年9月24日 AM 08:32
アルミのへら絞り
弊社ベテラン職人が毎月100個絞っています、測定機械のカバーです。アルミの1.5tで200Φあります。この後旋盤で高さを決めて、そしてプレスで、穴あけをします。最後にスポット溶接をするのですが、すべて弊社で行いますので短納期でお安くできます。
日時:2012年9月21日 PM 03:05
高校生の工場見学
本日、東京都立六郷工科高校の生徒さん二人が工場見学に来られました。
大田区の羽田のほうにある学校で、電車等で工場まで一時間ぐらいかかります。
一通り工場の機械を説明し、へら絞りを見学したら、今回は二人と少人数だったのでへら絞り体験をしていただきました。
悪戦苦闘して最後は製品が伸びて切れてしまいましたが、がんばってやってました。
へら絞り体験を喜んでもらえたようです。
若者がものづくりに興味をもってくれるのはうれしく思います。
日時:2012年9月 6日 PM 10:44
spcc1.2のへら絞り
spc1.2tの径が100Φぐらいの製品を100個絞りました。この製品はへら絞りをする時間より、孔加工やタッピングなどに時間がかかります。

日時:2012年7月 9日 PM 12:37
ステンレスのへら絞り
ステンレス1.5tで径が200Φ高さは105hのへら絞りを弊社ナンバーワン職人がしました。絞っていくと材料が固くなっていくので焼きなましをせずに絞るのは結構大変ですが、今回はなまさずに絞りました。ステンレスでこれぐらいの深さは結構大変になります。

日時:2012年7月 6日 AM 08:08
へら絞りの大きな製品
先週、木型で鉄の2.9tで1m近くの製品を弊社社長が絞りました。
日時:2012年7月 2日 PM 05:58
新入社員
4月に東京都大田区の六郷工科高校から入社しました工藤も1ヵ月半が立ちました。
入社前に就業訓練で半年来ていたせいもあって、見る見る上達しております。
これからは、TIG溶接やへら絞りの金型作りも教えていこうと思っています。
いつかは匠になってくれると信じております。将来が楽しみな人材です。

日時:2012年5月17日 AM 10:22
ホッパーのへら絞り
ステンレスでホッパーのへら絞りを加工しまた。1個だけですが、へら絞りには向いています。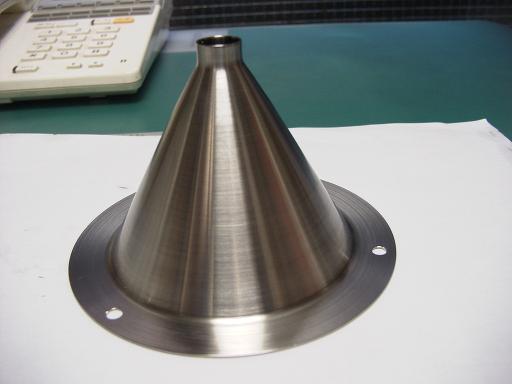
日時:2012年5月 9日 AM 08:55
新入社員歓迎会
昨日、新入社員の工藤の歓迎会を行いました。
若手(私中年一人)三人だけで行いました。
場所は、彼ら二人とも飲めないので、居酒屋ではなく、華や与平というファミレスに行きました。
少しはコミュニケーションが、とれたと思います。
日時:2012年4月 6日 AM 08:37
新入社員
本日、弊社にも新入社員が入ってきました。
六郷工科高校デュアルシステム科卒業の社員で、もうすでにへら絞りでは普通の新入社員の3年目ぐらいの技術があります。
将来有望です。
日時:2012年4月 2日 AM 11:41
へら絞りの見学
昨日、八王子市商工会議所のメンバーの方々が大型観光バス一台で、弊社にへら絞りの工場見学に見えました。
人数が35人ぐらいなので、工場がいっぱいになりました。
アルミの180Φ高さ265の製品を絞って見学いただきました。
また、質問も多くされ、熱心に見学されていきました。
日時:2012年3月16日 AM 10:21
へら絞りでドラム缶の蓋
ステンレスでドラムカンの蓋を12個製作しました
日時:2012年3月 7日 AM 11:17
へら絞り 銅 ロート
0.6tで銅のローとのへら絞りをしました。

日時:2012年2月24日 PM 05:06
へら絞り spccカール
spccでカールしました。あまりふちま
 きする製品は少なくなってきました。
きする製品は少なくなってきました。
きする製品は少なくなってきました。
日時:2012年2月23日 AM 08:20
へら絞り アルミのホッパー
昨日はアルミのホッパーを二個製作しました。
日時:2012年2月21日 AM 08:08
へら絞りの長期就業訓練の発表会
昨日、東京では雪がちらついてました。
その中、弊社に3年間長期就業訓練で通っていた六郷工科高校の工藤くんの長期就業訓練の発表会にいってきました。
声も大きく内容もへら絞りをちゅうしんにやってきたこと、自分が、将来何をやりたいか。などこちらにわかりやすく伝わってきました。
四月からが楽しみです。
日時:2012年2月17日 AM 08:10
へら絞り(spcc1.6t)
本日は鉄の1.6tのへら絞りをしています。これは角を入れるときに均等な板厚にしなければいけないのと、それによって高さが変わらないようにすること。つばが平らになることなど気をつけなければなりません。
これができるまで、7から8年かかりました。

日時:2012年2月16日 AM 09:59
仕事始め
あけましておめでとうございます。
本日 1月5日より2012年の仕事始めとなりました。
社長は本日と明日の2日間でお取引先に新年のごあいさつに出かけます。
従業員は全機械のグリスアップやオイルの注入点検をおこないました。
午後からは本格稼動いたしました。
本年もよろしくお願いいたします。
日時:2012年1月 5日 PM 09:01
大掃除
12月28日、弊社では一年一度の大掃除をおこないました。
お客様からお預かりしているへら絞りの金型は重いので動かして掃除するのが、重労働です。
また、ドアを開けっ放しでやるため寒いです。
へら絞りの機械も掃除し、一日がかりで一年のほこりを落としました。
来年は日本が良くなるよう願ってます。
日時:2011年12月29日 AM 12:12
高校生の長期就業訓練の終了
12月16日金曜日で約2ヶ月に渡りました東京都立六郷工科高等学校の3年生の後期の長期就業訓練が終了しました。
彼は弊社で1年次のインターンシップから2年次、3年次の長期就業訓練を弊社で行い。へら絞りを集中的に教えていきました。
就職のほうも弊社に決定し、4月からへら絞りをやってもらう予定です。
日時:2011年12月19日 PM 06:18
忘年会
本日、会社の忘年会をおこないました。
私も、今年はいろいろな忘年会を予定しておりますが、会社の忘年会ですと、やはり仕事の話になってしまいます。へら絞りのコツなど、普段も伝授しているのですが、その話題になります。
今年も残り半月になりました。従業員みな怪我もせず、がんばりたいと思います。
日時:2011年12月15日 PM 08:46
SUS304 2.3tへら絞り
以前SUS304の1.5tで絞っていたものが、お客様から板厚変更で急遽2.3tで特急で6個絞ってほしいとのことでした。
前日、自動機である程度形まで絞りましたが、自動機はローラーで絞るためなおかつ、微妙な加減が出来ないため、仕上げは手絞りで、二人がかりで仕上げました。
最近は自動機は量産ものより厚ものに多用しております。
日時:2011年12月14日 PM 07:53
広告について
弊社では、東京都中小企業振興公社のビジネスサポート東京に10年ぐらい掲載しています。ビジネスサポートは都内に工場や本社のある企業の2万社に無料で配布されています。今回その表紙に弊社の広告が掲載されています。
また弊社ではホームページを1997年ごろから持っています。その頃はホームページを持っているへら絞り業者さんも少なかったのですが、現在は持っていない業者のほうが少ないくらいになってきました。
最近ではグーグルのアドワード広告やヤフーのリスティニング広告にも広告を出しています。
今後とも限りある広告費で最大限の効果が得られますように努力していきます。
日時:2011年12月13日 PM 07:39
高校生による長期就業訓練
本日、都立六郷工科高校三年生の後期の長期就業訓練が始まりまして、弊社にも一年次から来ている工藤君が来ました。
12月24日まで約二ヶ月間おこないます。
7月以来二か月ぶりでしたが、へら絞りのコツは忘れていませんでした。
来年4月に弊社に就職が決定しているため、今回はへら絞り以外の作業を一通り覚えてもらおうと思います。
日時:2011年10月24日 PM 11:13
入社試験
本日、来年四月入社の採用試験をおこないました。
と言っても形だけで、六郷工科高校の生徒さんで、何ヶ月も弊社に長期就業訓練できていたもので、気心も知れてますし、技術的にも問題ありません。
学校からの要望もあり、面接だけの形だけのものになりました。
日時:2011年9月26日 PM 08:06
銅のへら絞り
ベテラン職人が銅の0.6tでフロートを粗絞りしています。
日時:2011年9月14日 PM 03:00
へら絞りで雨量計のロートを製作しています。
 熟練職人がアルミ0.8tで雨量計200Φのロートを絞っています。
熟練職人がアルミ0.8tで雨量計200Φのロートを絞っています。
日時:2011年9月 9日 PM 01:32
熟練のへら絞り職人
弊社のベテラン職人のアルミへら絞りです。
日時:2011年9月 2日 AM 09:03
へら絞りの見学
本日は取引先の従業員の方がたが工場見学に見えました。
鉄の2tの絞りとアルミの0.8tの絞りを見ていかれました。
熱心に写真も撮られていかれました。
年に何回かはこういった形で見学される取引先の方がたがおられます。
日時:2011年8月25日 PM 07:34
アルミ1.5tへら絞り
本日は前日からのアルミ1.5t 102Φ×h110のへら絞りをし、それを削り、頭を突っ切り、バリをとりました。
ちょうど筒状にしたものです。板厚を均等にするのが大変ですが、力はいりません。
後は箱詰めして出荷です。
日時:2011年8月24日 PM 09:22
インバーターその後
昨日へら絞り機に取り付けましたインバーターですが、アルミを絞るのには問題ありませんでした。
ステンレスなどで厚ものを絞るとき力が出せるかが、課題です。
まずは滑り出し順調です。
日時:2011年8月22日 PM 07:21
へら絞り機にインバーターを付けました。
本日、私が、普段使用してるへら絞り機にインバーターを取り付けました。
インバーターにより微妙に回転速度が変えられるようになります。
配線は電気屋さんにお願いしました、取り付けステーは社長が作りました。
試運転はしましたが、実際に製品は絞ってないので、月曜日に本格的に動かす予定です。
日時:2011年8月19日 PM 08:43
本格稼動
昨日より弊社工場も夏休み明けて本格稼動しました。
ベテラン職人は600Φの木型を削っていました。
私はアルミ1.5t102Φ×110の製品をへら絞りしていました。
休み明けお見積もりも何件か入ってまして、社長も大忙しでした。
日時:2011年8月18日 PM 07:32
アルミ製品の仕上げ
本日はベテラン職人がへら絞りで製作した品物にプレスで穴加工をしました。
この製品は180Φ×h262の寸法があり、深絞り加工です。
これに6工程で、横穴を開けます。
その後アルミの金具をスポット溶接します。
日時:2011年8月10日 PM 09:10
ステンレスの絞りの仕上げ
本日はステンレスの絞りを削り、面を取り、ヘアーラインをかけました。
月曜は私が休みをいただいております。ので、穴加工は火曜日の予定です。
日時:2011年8月 5日 PM 10:39
アルミの仕上げ絞り
本日、ベテラン職人はアルミの金型による仕上げ絞を行っていました。これはなるべく厚く絞り、また見た目が平らに見えなくてはいけません。もちろん寸法もうるさいです。

日時:2011年8月 4日 PM 12:42
へら絞の職人技
熟練のへら絞職人がアルミの粗絞りをしています
。
この後頭をプレスでへこまし穴も開けます。
その後木型でさらに絞ります。
最後に金型で仕上げます。
日時:2011年8月 3日 PM 05:50
へら絞りをステンレスでやりました。
本日は今まで粗絞りしていたステンレスの製品を仕上げ絞りしました。
精度がうるさく
プラスは0なので苦労しました。
明日も仕上げ絞です。

日時:2011年8月 2日 PM 05:35
円筒水平自動溶接機
アメダスに使われる本体の部分です。ステンレスを自動溶接機で溶接しています。

日時:2011年8月 1日 PM 03:22
アメダス
弊社の熟練へら絞職人がアメダスのロートを絞っています。
これはアルミのロートとステンレスの胴筒から成り立ちます。
まだ僕にはやらせてもらえません。

日時:2011年7月29日 AM 11:03
ステンレスのへら絞り
本日もステンレス1.0t深さ60の仕事をしていました。若手の面倒や、配達などであまり進みませんでした。
明日こそ粗絞りは終えるつもりです。
日時:2011年7月28日 PM 06:48
へら絞りをステンレスでやりました。
本日はステンレスを絞りました。1.0tの深さが60ミリありますのでびらさないように気をつけました。
これは木型で荒絞りをしてから金型で絞ります。
日時:2011年7月27日 PM 10:04
アルミ絞り製品
本日はアルミの製品の仕上げと突っ切りをしていました。やっと五点の製品が仕上がり、梱包し、福山通運より発送しました。
明日はステンレス1.0tのへら
 絞りです。
絞りです。
日時:2011年7月26日 PM 08:29
へら絞りだけではありません

弊社はプレスによる深絞りもおこなっています。
80tでそれほどストロークはありませんが、大体のものはこれで絞れます。
また、プレス金型も自社で製作しております。
日時:2011年7月25日 PM 06:23
本日もアルミの絞り
本日は雑用しながらアルミのへら絞りをしていました。0.8tで薄いのですが、なるべく厚く絞るのが、難しいです。後は旋盤加工でおしまいです。

日時:2011年7月22日 PM 07:57
へら絞りの修行
本日は100Φ×h50 つば径150Φのアルミのへら絞りに苦労しました。
この仕事は0.8tのアルミを絞るのですが、いかに速く材料を倒すのに苦労しました。
明日は旋盤で削って、穴をセンターに空けるだけです。その次は1.2tのステンレスのへら絞りをする予定です。
日時:2011年7月21日 PM 07:31
今日も昨日に続きアルミの絞り
本日は昨日に続きましてアルミ1.5t 102Φh92のへら絞りをしていました。
やはり見た目を平らに絞るのは難しいです。この仕事は自称日本一のへら絞り職人である弊社のナンバーワン職人がやってましたが、なかなか難しいのですが、5,6年前から私が絞っています。
明日はまた違うへら絞りの予定です。
日時:2011年7月20日 PM 06:10
へら絞りをしました。
本日はCNC絞り機の段取りをしながら、アルミのへら絞りをしていました。
1.5tの径は忘れましたが、深さは92hです。
全体を均一な厚みにするのが腕の見せ所です。

日時:2011年7月19日 PM 06:59
久しぶりの休日出勤
本日はパソコンのメール設定のため、チョビット出勤しました。
先日のOSの再インストールしたら、メールが受信出来ていても、送信が出来ませんでした。
知り合いのP社の人に頼んで1時間あまりで、メール設定が終わりました。と言うよりやってもらいました。
社長は一人朝から機械仕事をしていました。
日時:2011年7月16日 PM 10:17
前期長期就業訓練の終了
本日、5月から来ていた六郷工科の生徒さんが、長期就業訓練を終えました。
かなり器用で将来は有望です。今年の秋、そして来年の春が楽しみです。
日時:2011年7月15日 PM 08:07
若手へ、へら絞りの指導しました。
本日は、自動絞りの段取りをやりながら若手のへら絞り指導をしていました。
昔は業は人のを見て、盗んで覚えろ、と社長にも言われてました。
今は教えられることは何でも教えて速く一人前になってもらいたい時代だと思っています。
日時:2011年7月14日 PM 07:48
CNCへら絞り機の良さ
本日は自動絞り機の段取りをしておりました。段取りしては二時間で段取りかえししなくてはいけない製品ですが、以前は手絞りでしてましたが、個数は少ないのですが、ステンレスの1.5tですので自動機では力が要らず体が楽です。
日時:2011年7月13日 PM 06:45
本日も事務員
昨日、請求書を書こうとしましたら、なんとプリンター不調で、文字化けして印刷されました。
結果ドライバーが悪かったのですが、我々はドライバーと言えばマイナスかプラスしか解らないので苦労しました。結局6時間くらい悪戦苦闘しました。
やっと明日からへら絞りに戻れそうです。
日時:2011年7月12日 PM 08:03
今日も事務職
昨日会計ソフトの不具合によりPCのOSを再インストールしましたが、インターネットやメール設定、エクセルワードにセキュリティーソフトなど、再設定するものが多く今日も一日PCとにらめっこしていました。
費用はキーボード代999円だけですんだので良かったです。会計ソフトのver.up105000円に比べれば疲れましたが安くすんで良かったです。
来週からまた、へら絞り作業に戻れます。
日時:2011年7月 8日 PM 07:40
会計ソフトの不具合
弊社は5月決算ですが、なんと会計ソフトの年度更新が出来なくなってしまいました。OBCの勘定奉行を使っていますが、サポートセンターに電話しても結局解決しませんでした。
仕方が無いので、OSから再インストールしましたら、無事解決しました。なんと八時間ぐらい悪戦苦闘しました。
サポートセンターはヴァージョンアップのことしか薦めませんでした。ver.upで10万5000円だそうです。
そんなことなら弥生にしたほうが良かったと思っています。過去のデーターが有るので仕方なく思っております。
しかしこれで少しはPCの勉強になりました。
日時:2011年7月 7日 PM 10:35
何とか納期に間に合いました。
本日は昨日の銅のヘら絞りの旋盤加工で仕上げを行いました。
その後他の者に任せてある、急ぎの製品が納期に間に合いそうにないので、三人がかりで片付けました。一人がへら絞り、もう一人が旋盤で削り、またもう一人がプレスで穴あけ、また手の空いているものが製品の糸面取り、そして梱包と大忙しの一日でした。
これからもできる限りお客様のご要望におこたえしていこうと思います。
日時:2011年7月 6日 PM 06:42
銅の絞り

日時:2011年7月 5日 PM 08:45
へら絞りの強み
以前からリピート頂いてるへら絞り製品の注文が何件かいただいておりますが、形状もストレートで深さも短く簡単なものです、ロットも30個のものや4個のもの、もしこれを切削や、プレスで製作したら高額な単価になると思います。
今の時代大量生産という時代ではなく、多品種少量生産の時代です。ますますロット数が減り、納期も短納期になってきています。へら絞りは、短納期に対応できます。
このような小ロット、短納期のお仕事を大事にしていきたいです。
日時:2011年7月 4日 PM 07:50
バルブ関係の絞り
本日は、ステンレス1.5tでバルブ関係の絞りを自動絞りでおこなっていました。段取りを若手に教えながらし、その後は彼に任せました。
この仕事は最後はやはり手絞りで直さなくては製品になりません。
40Aから250Aまで、材質はSUS304.SUS316.SUS316Lと大きさや材質で21種類もあります。
やはりプレスでは出来ないへら絞りの長所が生かされてます。
日時:2011年7月 1日 PM 07:55
アルミのスポット溶接
本日は先日弊社のナンバーワン職人が製作していたアルミのへら絞り製品(200Φ×h265)にアルミの部品をスポット溶接しておりました。
以前は外注にだしておりましたが、昨年12月に工場を広げたことにより購入いたしました。
このスポットはステンレスを付けても火花が飛びません。スポット溶接していて「あっちち」と言うことがありません。
また明日からは手絞りです。早く匠と呼ばれる域まで達したいです。
日時:2011年6月30日 PM 08:41
ステンレスのへら絞り
この何日か弊社のナンバーワン職人は木型によるステンレス1.5tのへら絞りをしていました。
この仕事は底が150Φ程度で、すり鉢上に370Φに広がり淵を15Rのカール状にするものですが、さすがに15Rのカール(30Φになってしまいます)は出来ないので二分割で製作しました。
このカール形状には子供の指が入らないようにということなので、何に使われるのでしょうか?
勝手な想像ですが、公園の水のみ場でしょうか?製作数は2個でした。
日時:2011年6月29日 PM 08:42
新人教育その後
以前にも書きましたが、弊社には現在入社二年目と来年度入社予定の高校生が居ります。
今まで、長期就業訓練の高校生にはシャーリング等の危ない作業はさせなかったのですが、技術力集中力も高いのでやらせてみました。ただ四角くきるのではなく溶接してそれを絞るため、要求精度も高いです。
難なくこなしたので明日からも任せられそうです。
人を育てるのは大変ですが、「人は石垣人は城」ともいいますので今後もがんばって行きたいと思います。
日時:2011年6月28日 PM 07:44
円筒水平自動溶接機
本日は自動絞り機を段取りし、従業員に任せたら、円筒水平自動溶接機の仕事をしていました。
普段は自動溶接機は誰でも出来ますので、若手にやらせていますが、今回の仕事は、医療機関系で、制度が要求するため私がいつもおこなっております。
通常溶接語絞る場合は端を手溶接にて付けるのですが、この仕事に関してはそれがNGになってしまいます。なおかつ裏並みが均等に要求されるため、気を使います。
日時:2011年6月27日 PM 07:39
鉄板3.2tの絞り
本日はSPCC3.2t535Φh34のへら絞りをしていました。以前自動絞り導入前は手絞りでしていたのですが、そのころは何百台も出ていました。数が出なくなってから最近は、ステンレスの3tに変わってきていますが、元に戻りますが、この製品は径は精度が要求されませんが、0.5mmの平面度が要求されます。
厚いものを平らに出すのは意外と大変です。やはり最後は手絞りで加減して、平らに出すしかありません。
いくら自動機で力が要らずに絞れても最後はマンパワーが必要です。
これも生き残っていける希望かもしれません。
日時:2011年6月24日 PM 11:26
最近のへら絞りの受注ロット数について
ここ何日かやっていたアルミのへら絞り製品も完成いたしました。以前は一回に1000個で注文いただいてたのが、500個になり今回は230個です。
他のものですが、30個単位でいただいていたものが、10個になり、今は2個です。しかし価格は据え置きです。不況のせいでしょうか?それとも日本のものづくり自体、多品種少量生産に変わってきているためなのでしょうか?
在庫を持っていただけないようです。もちろん納期もありません。
これを逆手にとって海外勢に勝っていくしかありません。
日時:2011年6月23日 PM 08:30
スピニングマシーンとこの夏
第二工場に設置してある弊社のスピニングマシーンは油圧で動いております。油の温度は60度にも達します。室内温度は30度以上になり冬は暖房いらずでも夏は冷房が必要不可欠です。
ところが、この夏は、東電の電力供給不足により、15%の節電が求められています。
昨日も若手が自動絞り、私が手絞りをしていましたが、さすがに、手絞りをしていますと暑さにより集中力が欠けるため本日午後から冷房を入れてしまいました。
照明をカットするくらいでは、やはり昨年比15%の節電は達成できそうにありません。
あとは、サマータイムか休日に稼動させるかしかないのでしょうか?
日時:2011年6月22日 PM 09:04
アルミのへら絞り
弊社は鉄から、アルミ、ステンレスなどなど、いろいろな絞りをしますが、私しはここ2、3週間アルミのへら絞りをしています。
アルミは比較的力がいらず楽ですが、まず手が真っ黒になってしまいます。軍手で板厚のより、滑らかさなどを触って感じます。ヘラがかじらないようにするため油をつける役割もします。
胴を絞ると手はもっと緑っぽく汚くなりますが、指先の目と本当の目が大事です。
日時:2011年6月21日 PM 10:27
技術の伝承
へら絞りは一人前といわれるまで10年以上はかかるとされています。
私しも18年やってますが、自分では一人前だと思ってますが、社長にはまだ小僧っ子扱いされます。
ここのところ今年二年目の社員と、来年度就職希望の工業高校三年生がいますが、マニュアルどおり教えるところと、本人に考えさせるところは考えさせてやらせる。そこのところが難しいです。それぞれ器用さが違いますので、こちらも考えます。
よく社長に言われますが、人のやっていることを見て盗んで覚えろといいます。
逆に弊社のナンバーワンへら絞り職人は、手取り足取り教えてくれます。
匠の技は奥深いです。
日時:2011年6月20日 PM 10:50
プレス絞り
本日はアルミの一ミリ200パイぐらいのプレス絞りをおこなっていました。弊社では単発のプレス絞りもおこなっています。
専門の順送のプレス絞りのように数はありません。自動絞りとさほど数的には変わらない数です、千個ぐらいまでしかありません。
しかし、プレス絞りにはプレス絞りのメリットがあります。なんと言っても量産に強いです。もちろんデメリットもあります。金型代が高いことでしょうか。
弊社ではプレスとへら絞りといいところを使って一つの製品を作ることもあります。
へら絞りで深絞りしておいて、最後プレスでこいて内径外径を決めるなど。
まだまだ今回のプレス絞りはへら絞りに穴加工時間がかかりそうです。
日時:2011年6月17日 PM 10:05
へら絞りの東京町工場